
La vision industrielle est un domaine de haute précision, agissant comme les yeux d’un système automatisé dans le secteur industriel. Elle utilise des caméras et capteurs, associés à des unités centrales de calcul et des logiciels informatiques pour capturer et analyser des images lors de processus de fabrication.
L’objectif : inspecter et contrôler la qualité des produits avec une grande précision et une haute rapidité.
Les applications de la vision industrielle
La vision est devenue indispensable dans l’industrie par sa capacité à effectuer des inspections visuelles à grande vitesse, sans contact et avec une grande précision. Elle peut détecter des défauts sur des produits à un rythme que l’œil humain ou les méthodes manuelles ne peuvent égaler. Cela va de la vérification de la présence et de la position de composants à la mesure de dimensions, en passant par la reconnaissance de motifs et bien plus encore.
On retrouve ce domaine dans de nombreux secteurs :
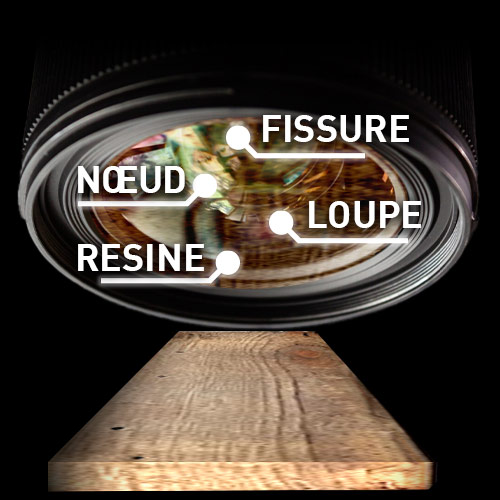
Industrie du bois
En sortie d’une ligne de scierie, elle permet de trier les pièces de bois. Les plus belles planches sont destinées à la marqueterie ou l’ameublement. Les autres pour le bâtiment ou la charpente.

Composants et cartes électronique
Difficile à identifier à l’œil nu, les défauts de cartes électroniques, les puces et autres productions en lien avec la micro-électronique bénéficient de la précision de cette technologie sur la qualité des soudures et des composants.

Packaging et emballage
Pour le conditionnement industriel alimentaire (essentiel pour maintenir les denrées alimentaires en état) mais aussi les produits de luxe. Le prix d’un parfum comprend une part importante de son prix en campagne marketing dont un packaging parfait se fait le reflet.
De nombreux autres secteurs ont implémentés cette tendance comme l’automobile, l’alimentation, l’industrie pharmaceutique, et bien d’autres domaines professionnels. L’intérêt principal de la vision industrielle est un contrôle qualité rapide, permanent et sans intervention humaine.
Valeur ajoutée
La vision industrielle concoure à assurer que chaque produit sortant de la chaîne de production répond aux standards de qualité requis par les exigences industrielles. Ces obligations sont héritées des normes et des appétences des consommateurs.
En détectant les défauts dès les premières étapes de production, les entreprises peuvent réduire les coûts associés au gaspillage de matériaux, aux défauts de fabrications sur des séries, un respect des réglementations, etc. De plus, il n’est pas rare de pouvoir détecter, au plus tôt, un mauvais réglage ou une machine qui nécessite une maintenance rapide.
L’intelligence artificielle, un atout dans le contrôle qualité
L’usage de l’intelligence artificielle au sein de la vision industrielle participe activement à développer le contrôle qualité.
Elle apporte une rapidité d’exécution, une capacité d’apprentissage continu et une finesse de contrôle.

En effet, l’IA peut analyser des quantités massives de données (texte, images, vidéos, …) bien au-delà des capacités humaines. Elle a aussi la capacité d’apprendre de chaque inspection pour améliorer constamment la précision de la détection des défauts, et ajuster les processus de production en temps réel.
Cela conduit à une optimisation considérable des standards de qualité. Cette intelligence peut aller jusqu’à permettre aux entreprises de réduire leurs déchets et gaspillage, défauts et maximiser l’efficacité de production.
L’intégration de l’intelligence artificielle à la vision industrielle marque un tournant et permet d’alimenter les applications avec de nouvelles données générées directement au plus près des lignes de production. En faisant de l’inférence et du edge learning, les modèles d’IA s’entraînent en permanence et deviennent donc plus performant.
La vision industrielle est un pilier central du contrôle qualité dans l’ère de l’industrie 4.0. L’intégration vertueuse de l’IA offre dorénavant aux industriels un outil puissant pour maintenir et améliorer les standards de qualité et rester compétitifs sur un marché toujours plus exigeant.
Des ordinateurs optimisés
Nous proposons un ensemble d’ordinateurs dédiés au secteur industriel et personnalisés pour répondre aux besoins de la vision industrielle. Les prérequis sont bien souvent liés à la connectique et les performances. Par exemple pour répondre aux besoins de connectique des caméras et dispositifs de vision il faut des ports Ethernet, USB, HDMI ou Frame grabber. En ce qui concerne la puissance, des solutions équipes de processeur de la gamme Intel Core sont primordiaux.
Découvrez ci-dessous nos 2 ordinateurs flexibles et adaptés par nos soins à ces besoins :

Un PC Fanless qui s’adapte à votre solution ! Il propose une large connectique. De plus il embarque des processeurs Intel Core et des composants qui proposent une pérennité jusqu’à 15 ans :
En savoir plus
Le NISE3910 de chez NexAIoT est issu de la dernière génération de PC Fanless de la marque. Conçu pour répondre aux besoins de l’edge computing, il permet l’utilisation de processeurs Intel Core de 12ème et 13ème génération
En savoir plusEnfin, notre gamme de PC Fanless pour l’IA répond à différents besoins du domaine :
- Edge learning ou apprentissage dans l’edge
- Inférence
- Exécution de vos modèles sur des GPU NVIDIA
N’hésitez pas à nous contacter si vous avez un besoin de PC industriel pour vos projets d’IA !